
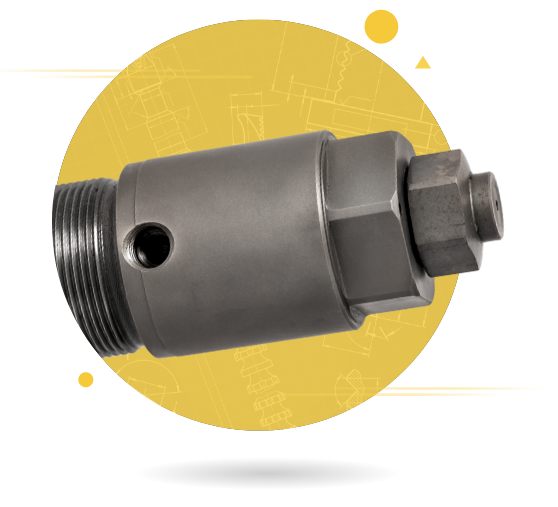
Die Rückstromsperre ist ein wesentliches Bauteil der Steuerung des Spritzgießverfahrens. Ihre Form und die verwendeten Materialien variieren je nach der spezifischen Anwendung innerhalb der Plastifiziereinheit. Die Hauptaufgabe besteht darin, einen korrekten und gleichmäßigen Fluss des Kunststoffmaterials während des Prozesses zu gewährleisten und den Fluss in der Einspritzphase zu stoppen.
Es gibt verschiedene Arten von Rückstromsperren, jede mit ihren spezifischen Anwendungen:
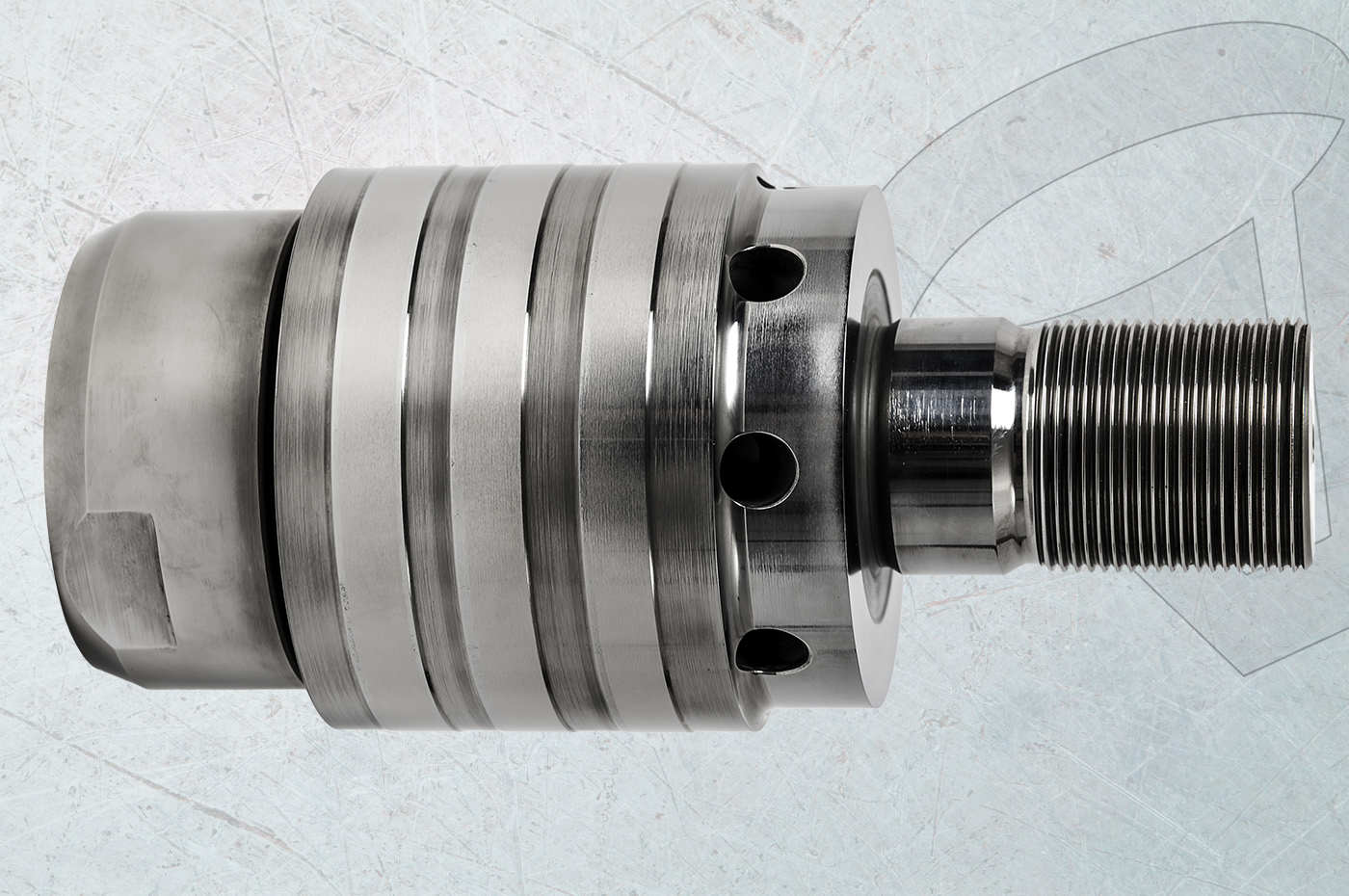
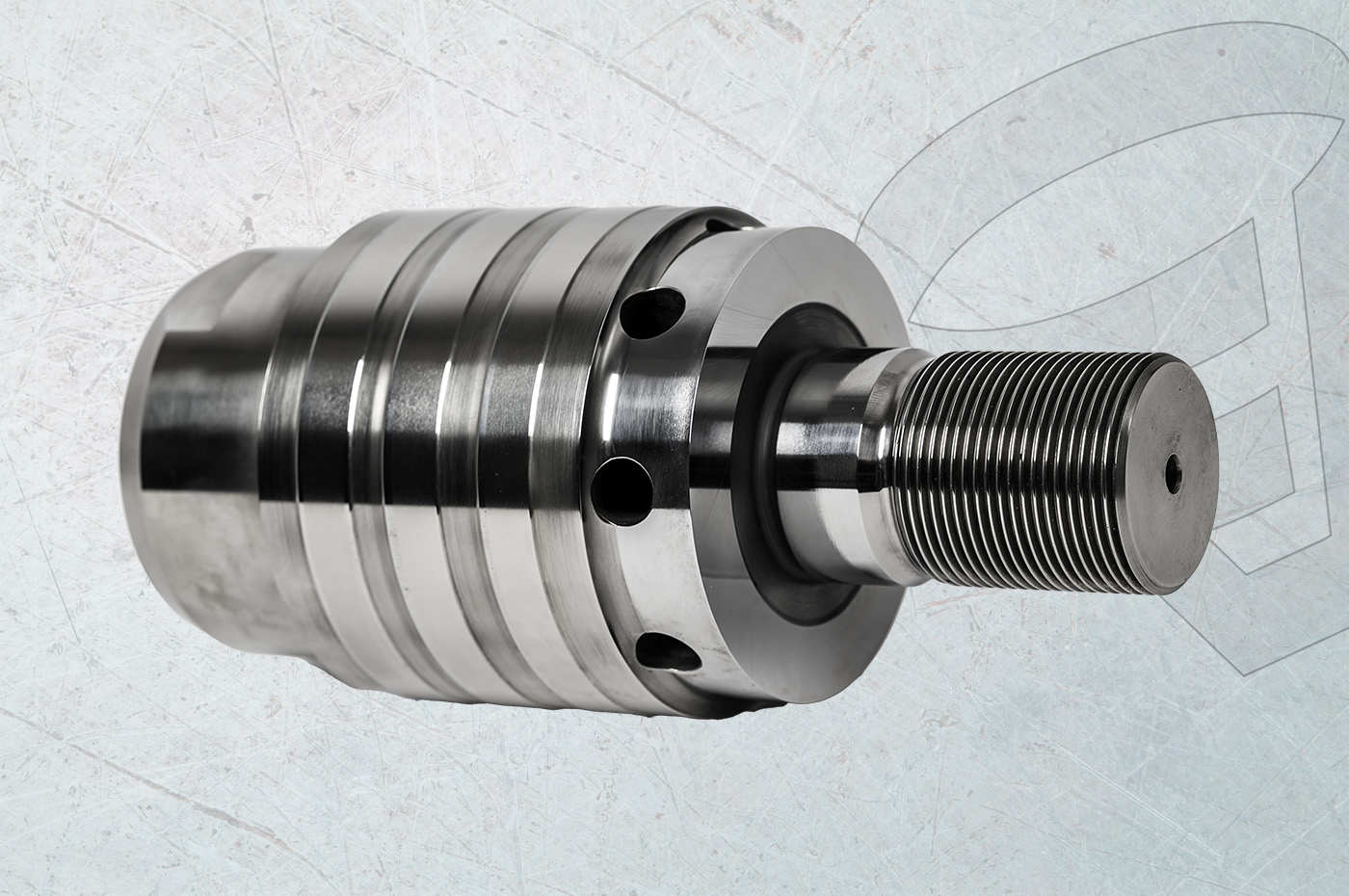
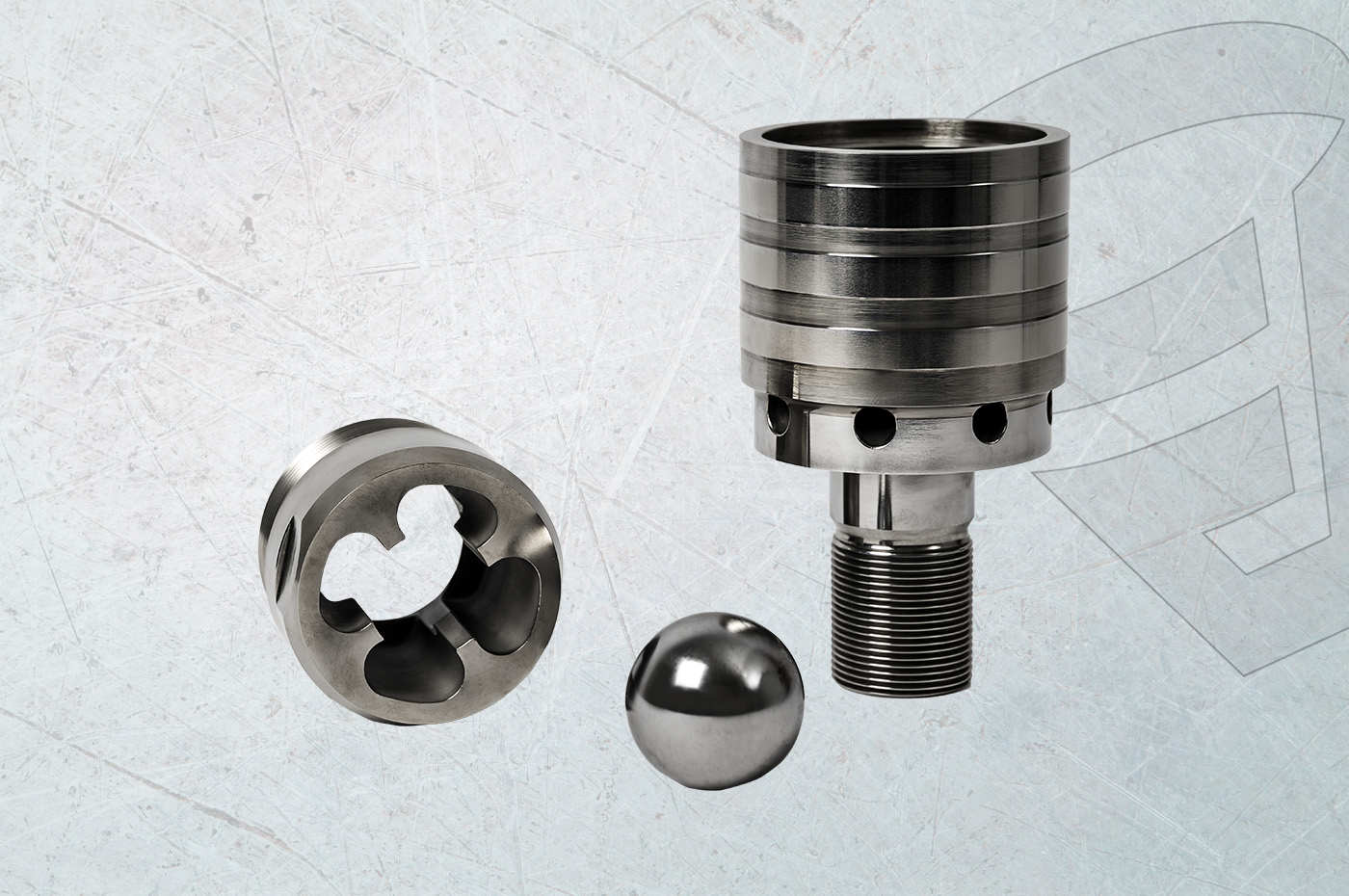
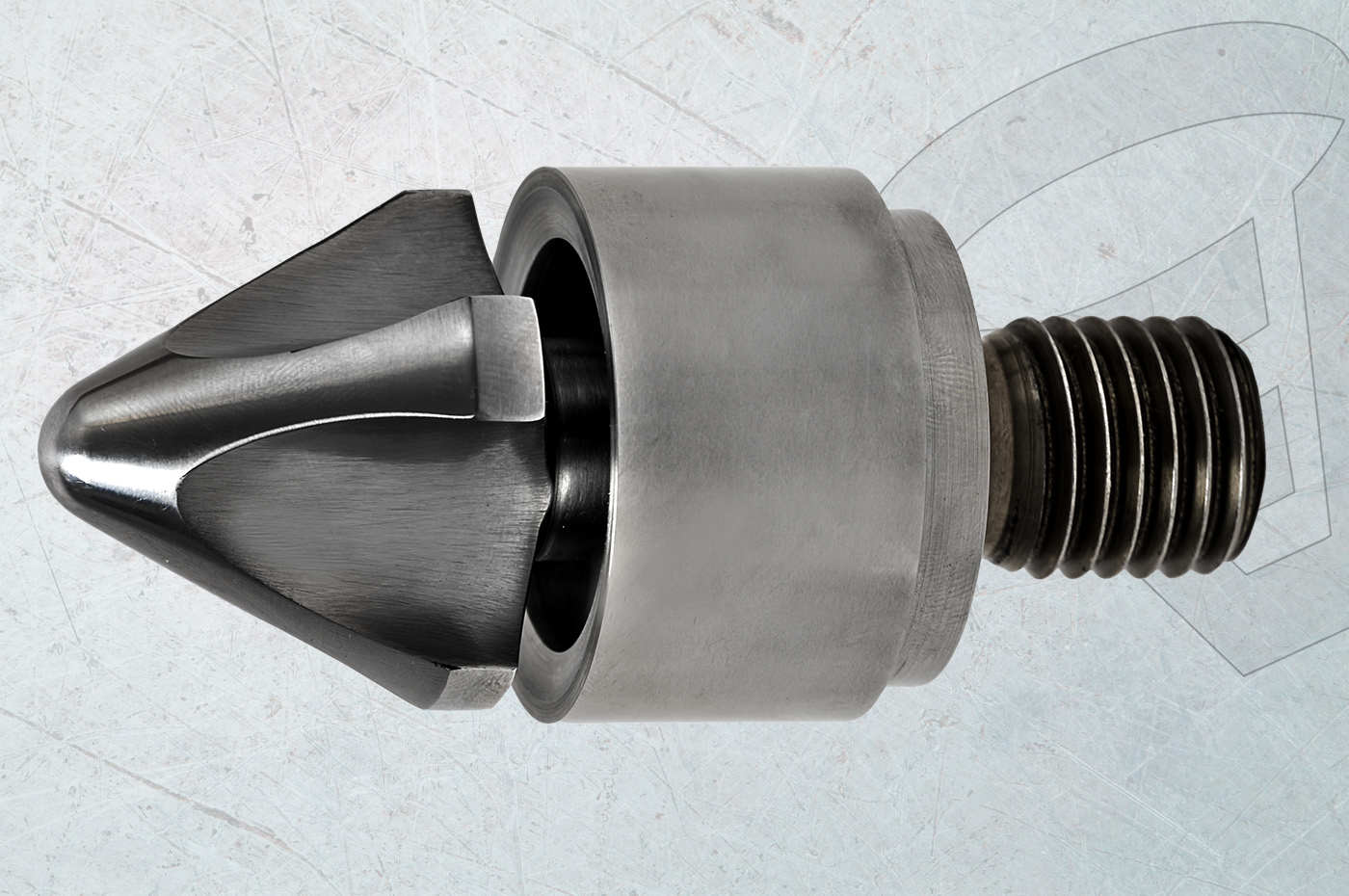
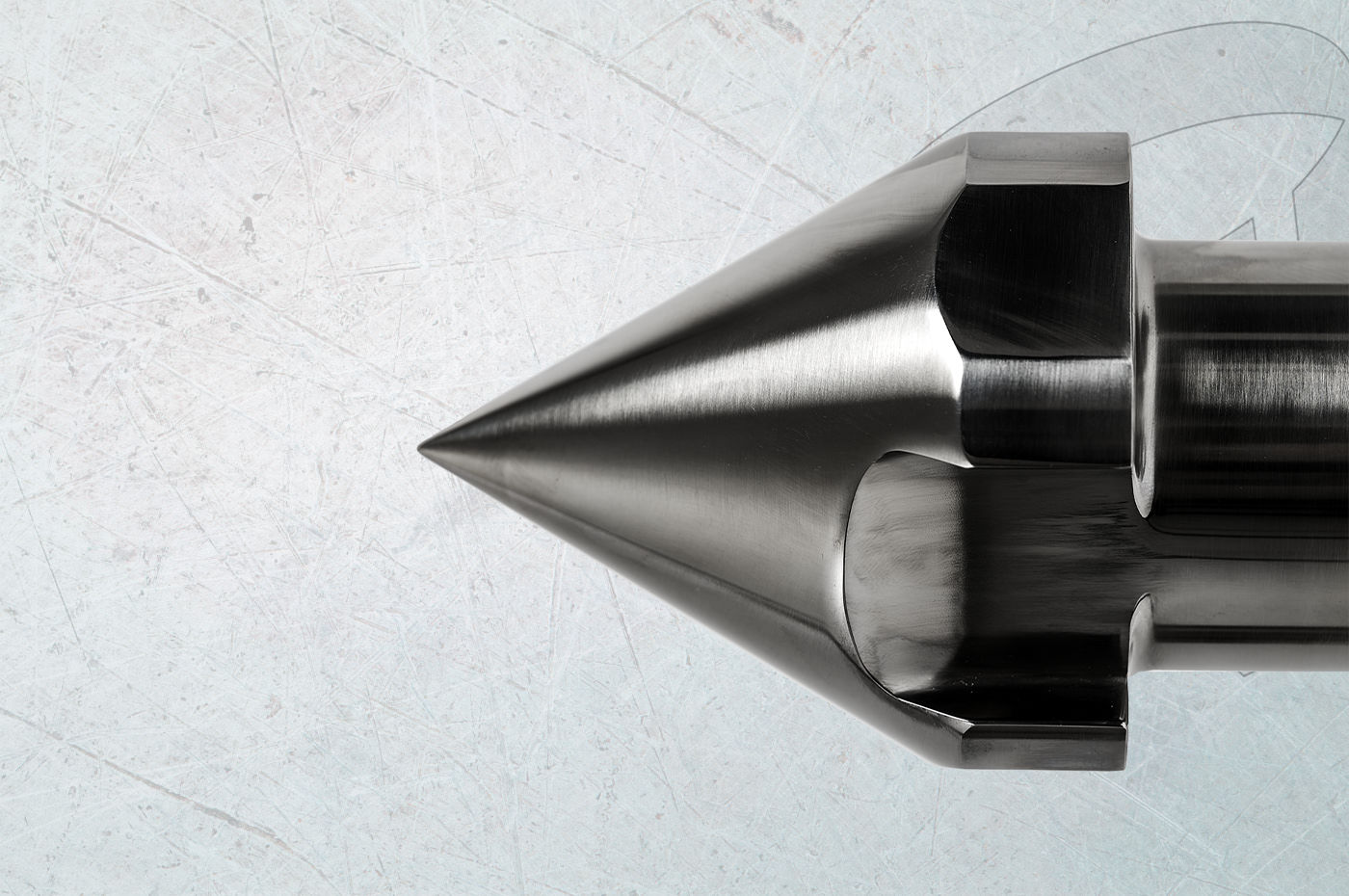
• Standardspitze: Sie bestehen aus einer Spitze, einem Ventil und einem Sitzring, sind vielseitig einsetzbar und eignen sich für fast alle Arten des Spritzgusses, was sie zu einer üblichen Wahl für viele Anwendungen macht.
• Kugelspitze: Diese Spitzen eignen sich ideal für Schnecken mit großem Durchmesser und bewältigen große Materialmengen, indem sie einen gleichmäßigen und kontrollierten Fluss gewährleisten.
• Fast-Closure-Spitze: Sie sind eine Variante der Standardversion und bieten eine bessere Kontrolle über den Materialdurchfluss, was die Effizienz der Durchflussabsperrung und die Steuerung des Spritzgießverfahrens verbessert.
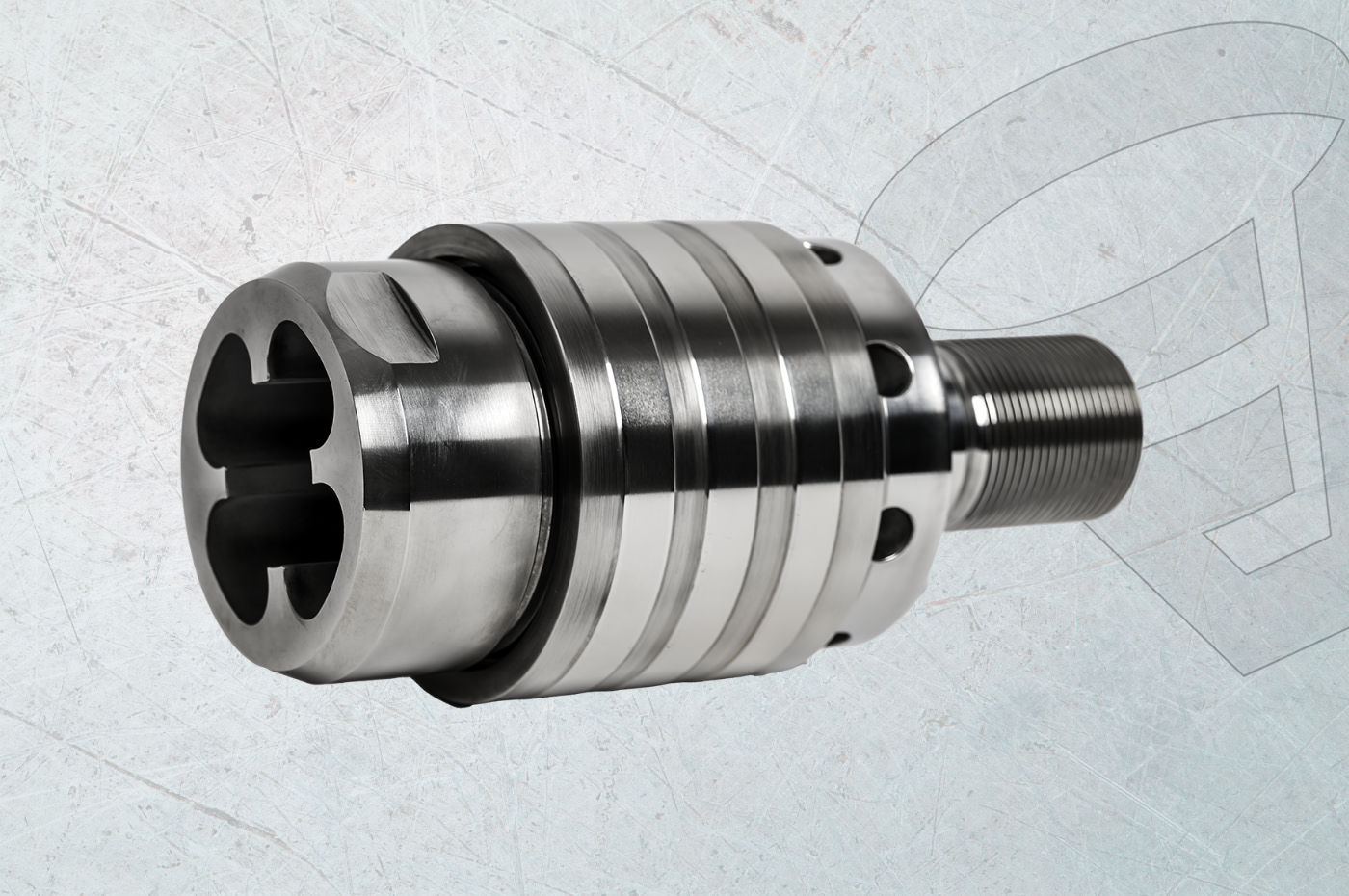
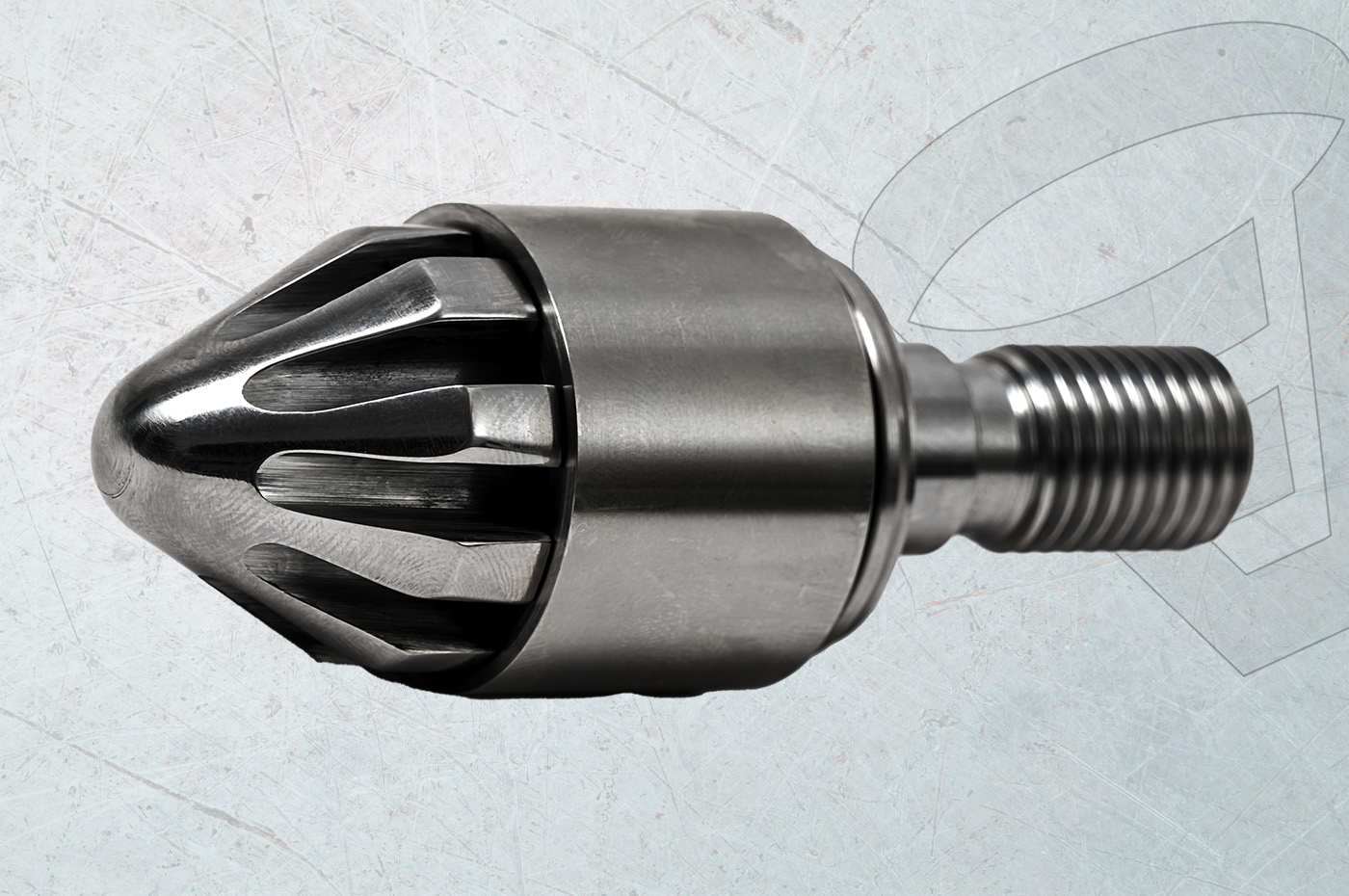
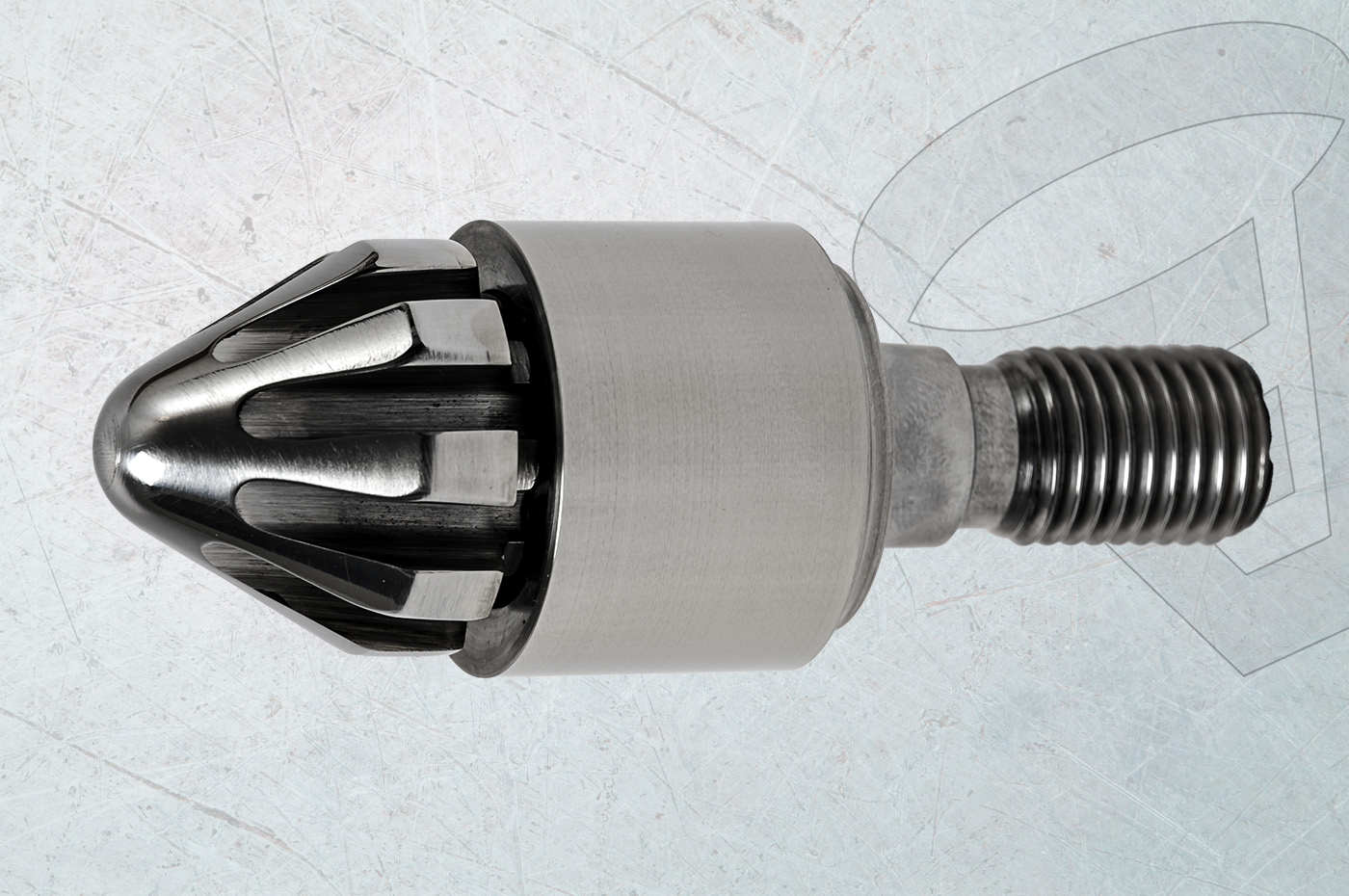
• Castle-Ring-Spitze: Die Ventilbewegung wird durch Rippen begrenzt, die nur eine horizontale Bewegung zulassen, um unerwünschte Bewegungen zu verhindern und einen gleichmäßigen Materialfluss zu gewährleisten.
• Mischspitze: Diese Spitzen wurden entwickelt, um das Mischen und die Dispersion von Farbstoffen zu verbessern. Sie verhindern Druckverlust und erhöhen die Plastifizierung, was zu einem qualitativ hochwertigeren Endprodukt führt.
Die Wahl des Spitzentyps richtet sich nach den spezifischen Anforderungen des Spritzgießverfahrens und den Eigenschaften des zu verarbeitenden Materials.
Galerie






Entdecken Sie die technischen Informationen über
Rückstromsperre
| EUV CODES | TECHNICAL SOLUTION | TREATMENT | TYPE | HARDNESS | ABRASIVE WEAR RESISTANCE | CORROSIVE WEAR RESISTANCE |
|---|---|---|---|---|---|---|
| EUV38 | Tip made in quenched and tempered steel with armoured wings area with BoroTec 10009 | |||||
| EUV79 | Rings Made in Cold work tool steel | Hardening & Tempering | Total Hardening | 58÷62HRC | ••• | •• |
| EUV CODES | TECHNICAL SOLUTION | TREATMENT | TYPE | HARDNESS | ABRASIVE WEAR RESISTANCE | CORROSIVE WEAR RESISTANCE |
| EUV300 | Entirely Made in Cold work tool steel | Hardening & Tempering | Total Hardening | 53÷55HRC | •• | •• |
| EUV90 | Entirely Made in Powder metallurgy tool steels | Special Hardening & Tempering | Total Hardening | 57÷63HRC | •••• | ••••• |
| EUV CODES | MAIN ALLOY(s) | TECHNOLOGY | THICKNESS | HARDNESS |
|---|---|---|---|---|
| EUVCr Flash | Cr | Plating | 5÷15 μm | 65÷70HRC |
| EUVCr Thick | Cr | Plating | 50÷150 μm | 65÷70HRC |
| EUVCrNOX | CrNox | PVD Iridescent Rainbow | 2÷6 μm | 2000÷2500HV |
| EUVPro | AlCrN | PVD Dark Grey | 2÷8 μm | 2800÷3000HV |
| EUVZrN | ZrN | PVD Light Yellow | 2÷4 μm | 2600÷3100HV |
| EUVTiN | TiN | PVD Yellow Gold | 2÷4 μm | 2000÷2500HV |
| EUVCrN | CrN | PVD Silver Grey | 2÷4 μm | 1800÷2200HV |
| EUVDlC | C | PACVD Rainbow Black | 2÷4 μm | 2000÷2500HV |





Kontaktieren Sie uns
Sagen Sie uns, was Sie brauchen
FOLGEN SIE UNS