
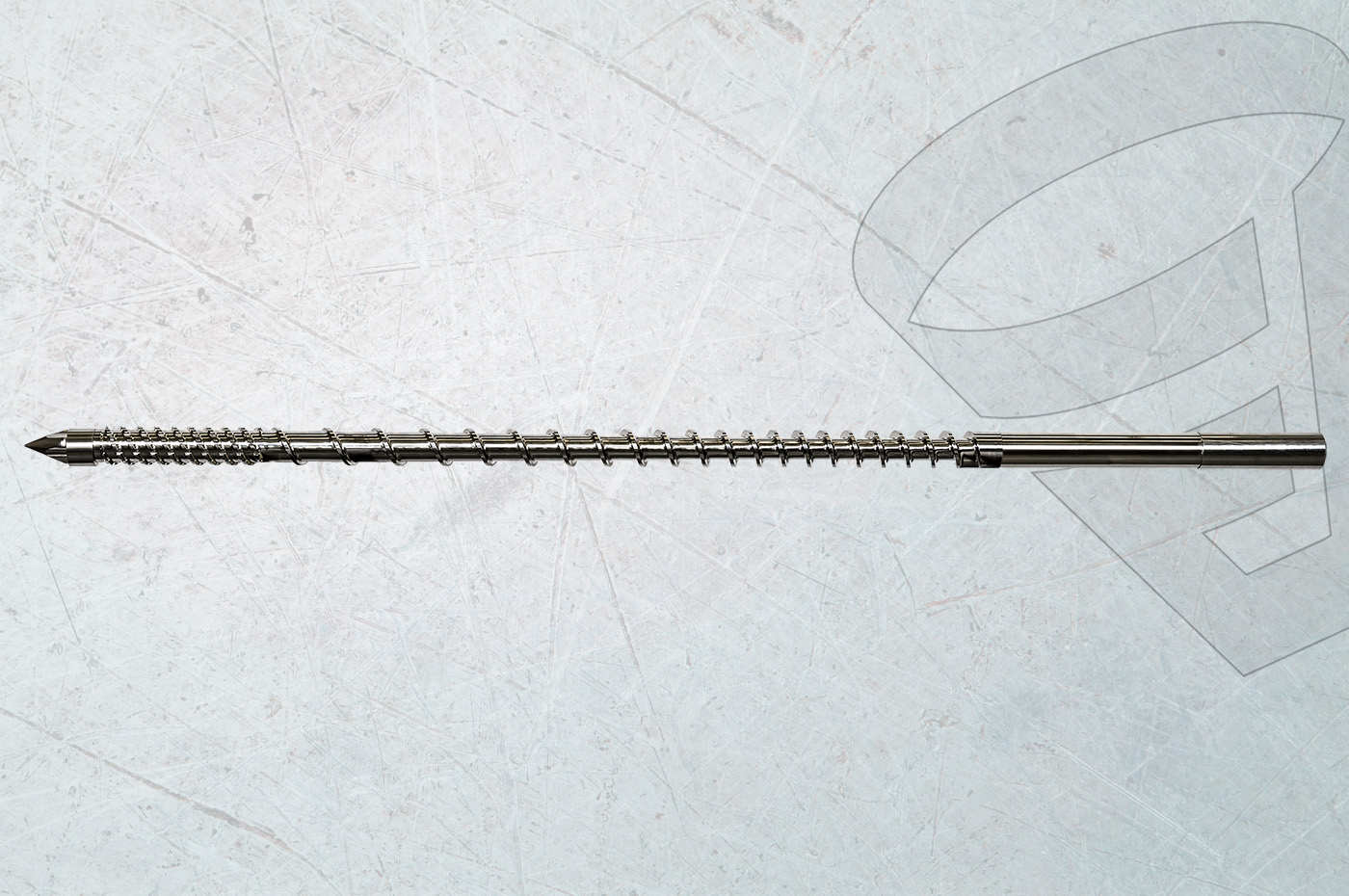
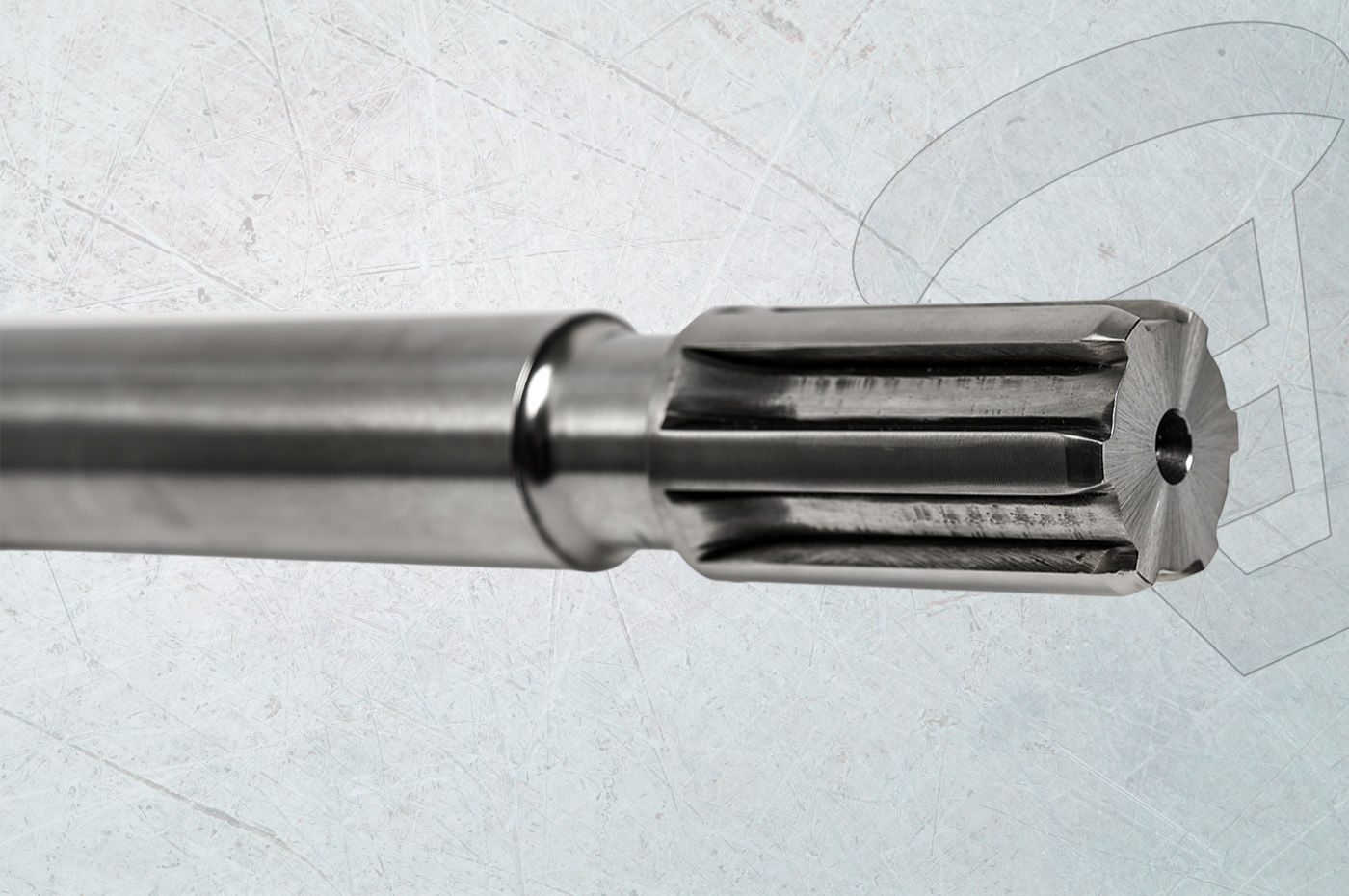
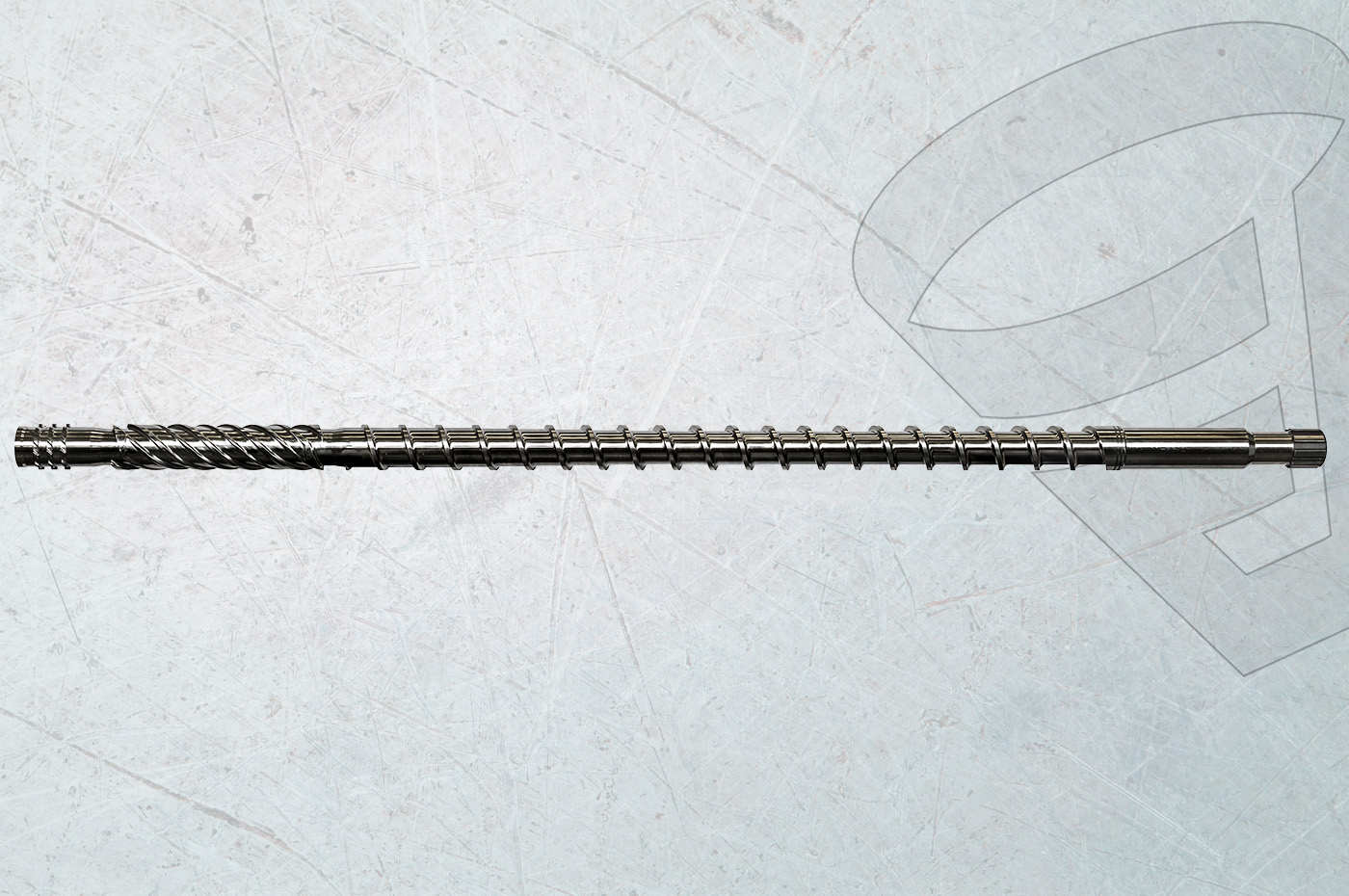
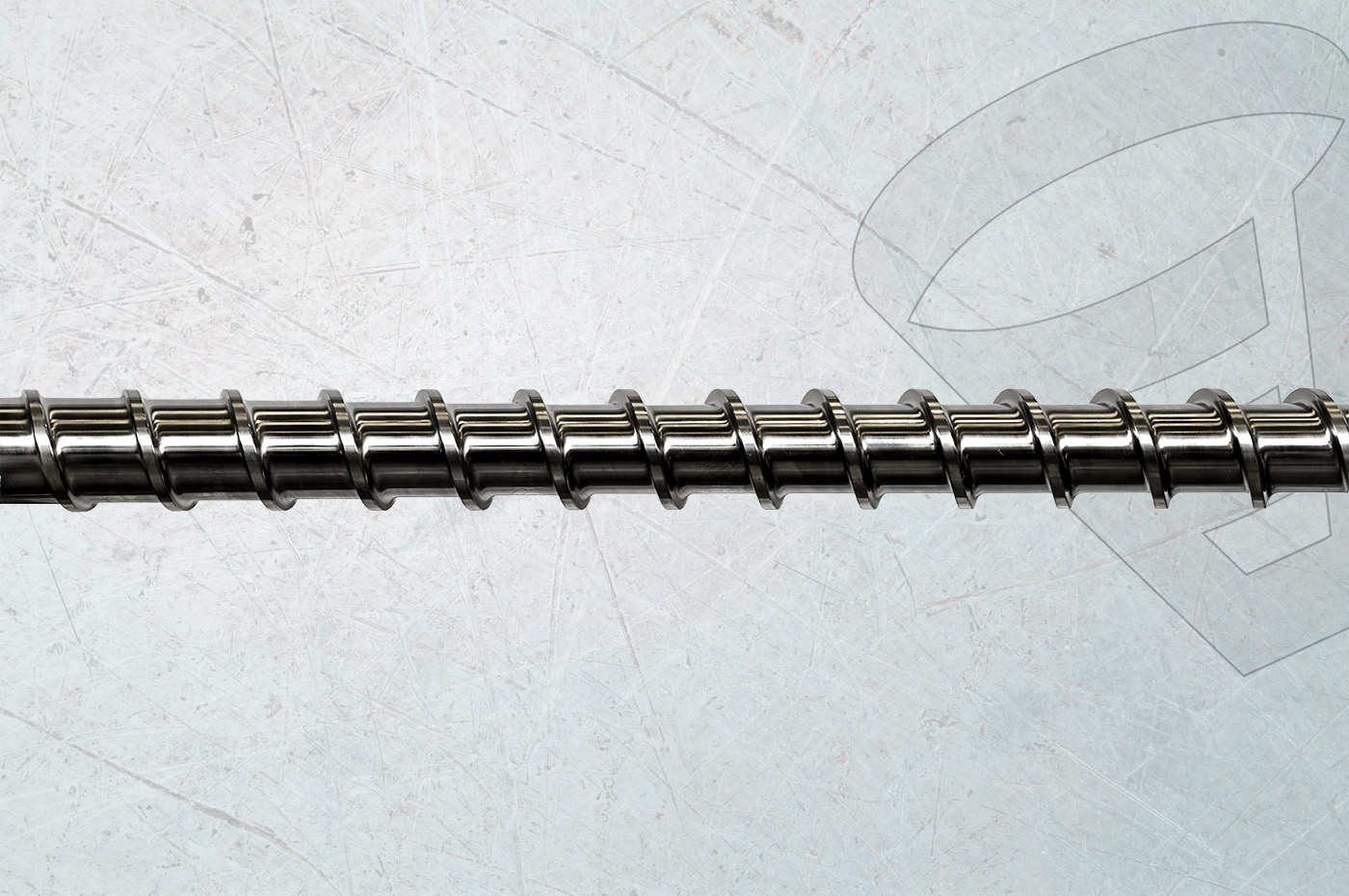
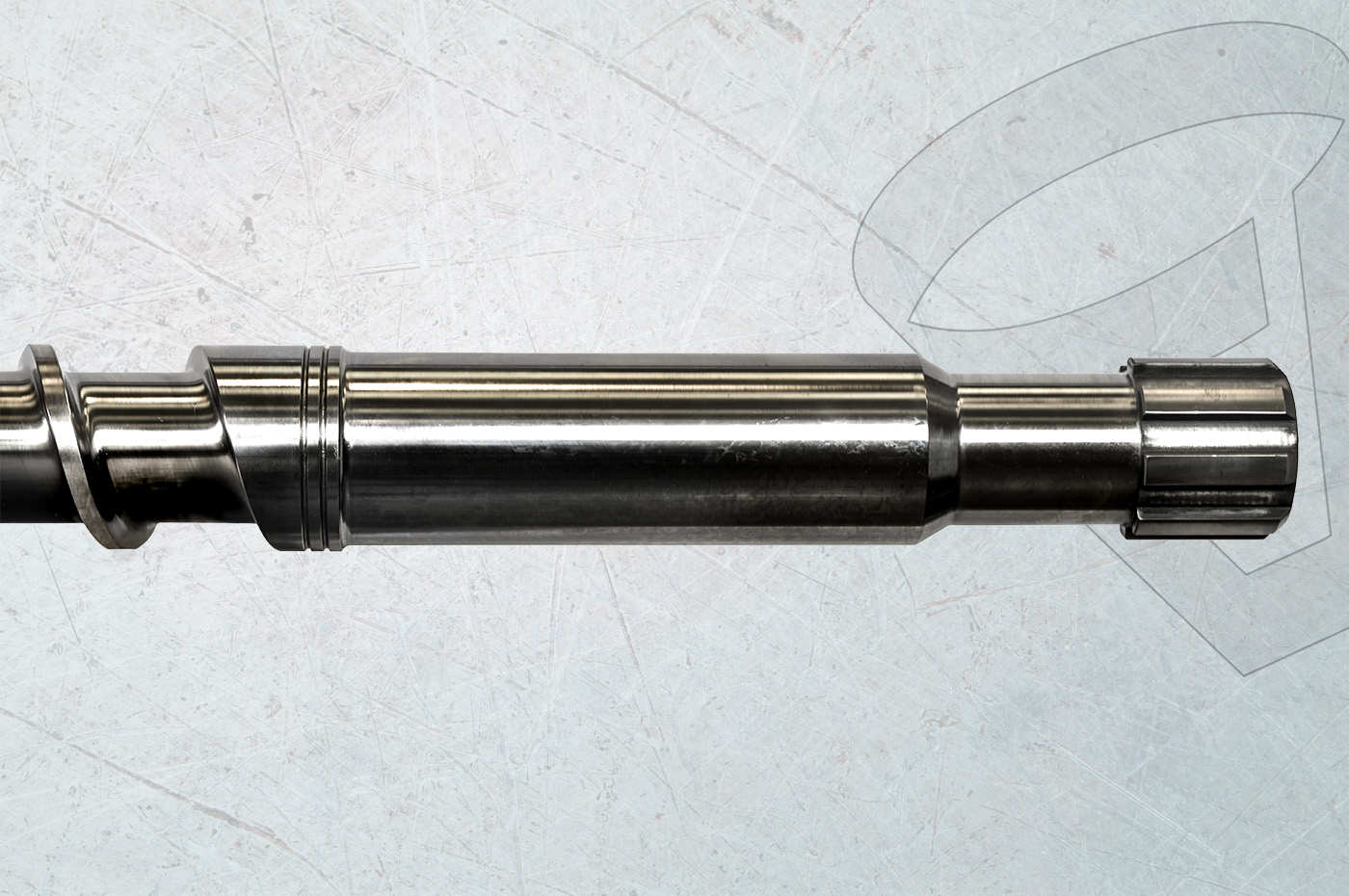
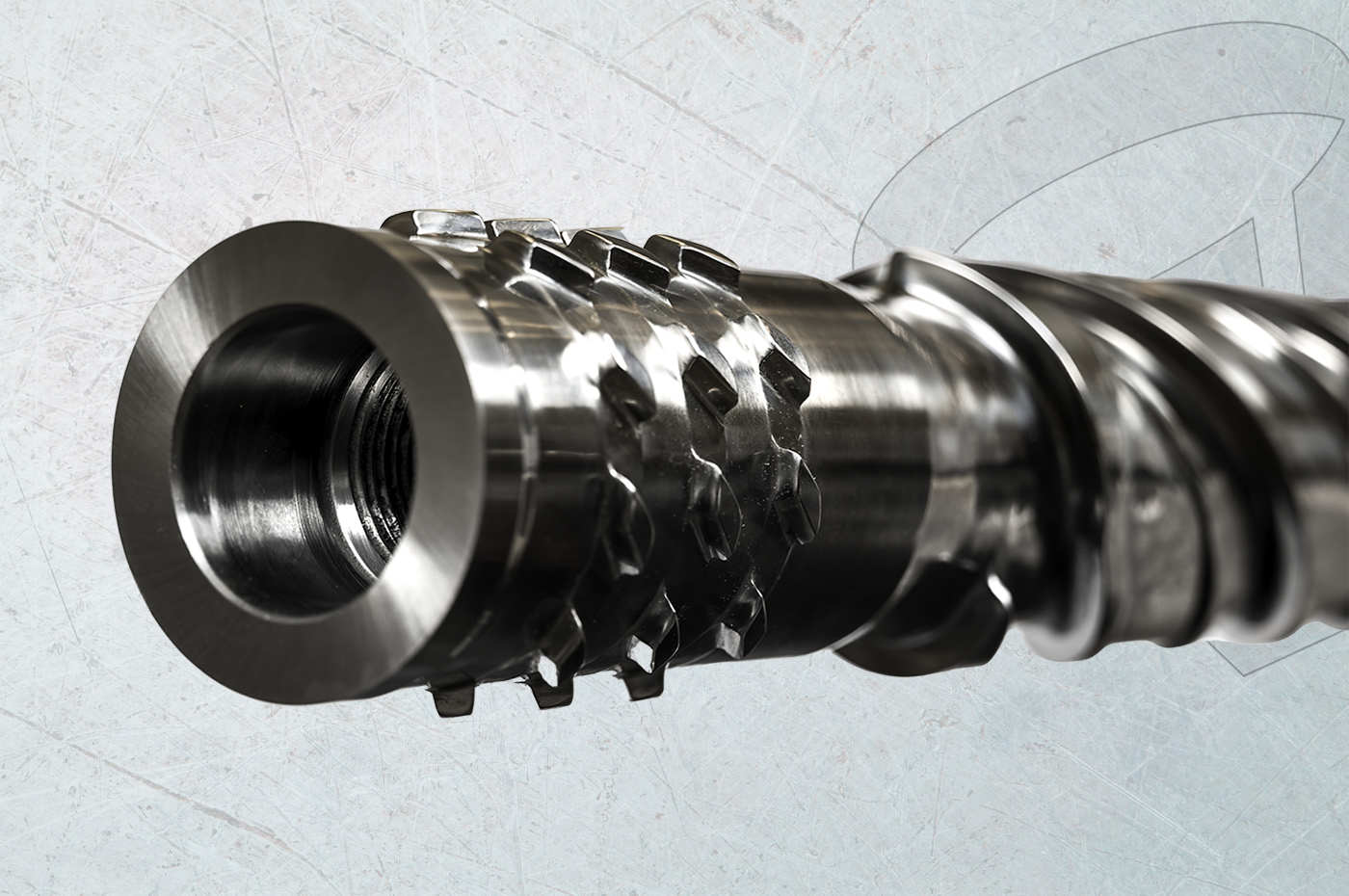
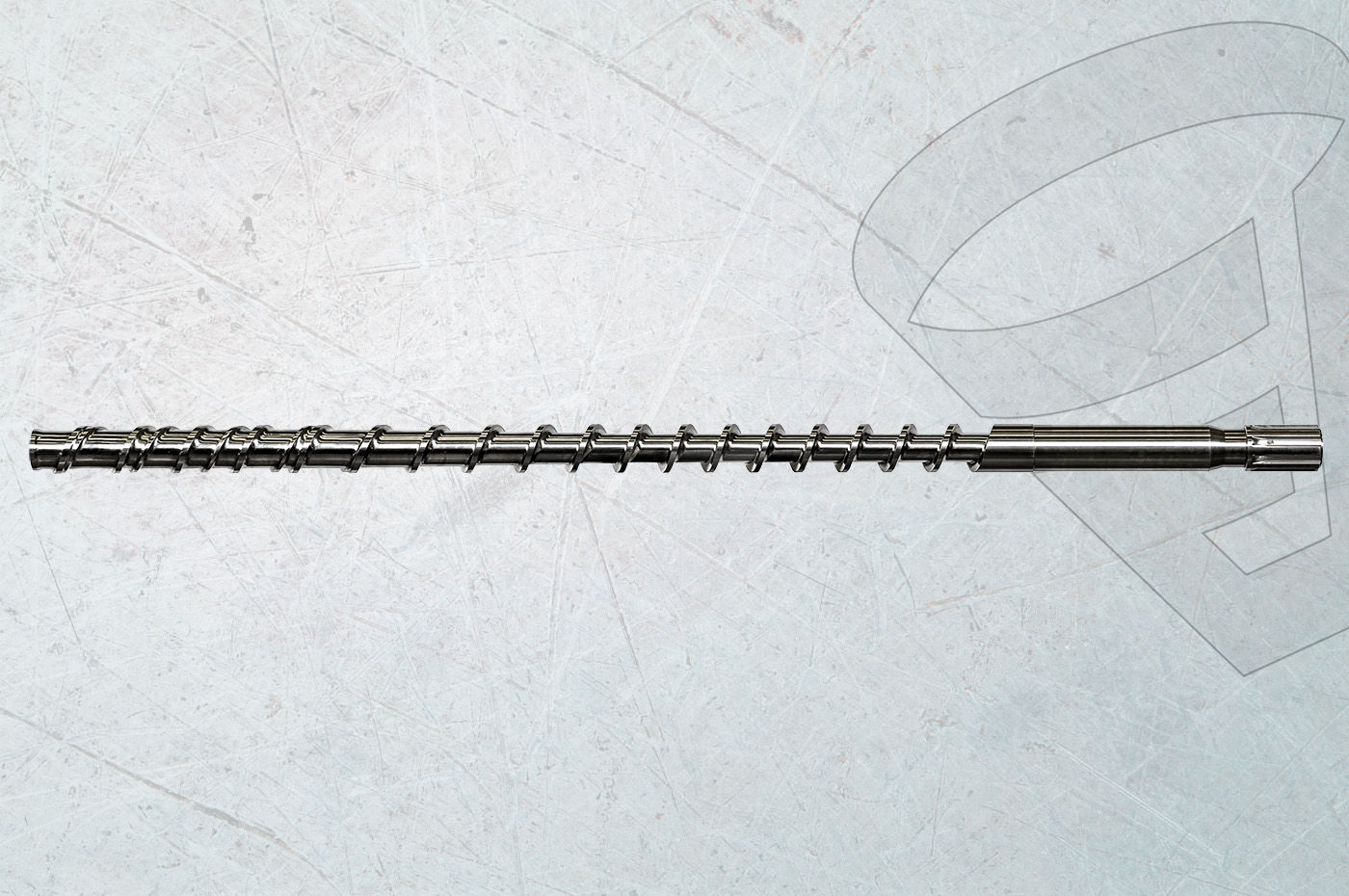
Die Schnecke ist ein entscheidendes Bauteil des Spritzgießverfahrens. Eine korrekt gewählte Schneckengeometrie kann die Effizienz des Verfahrens erheblich steigern und eine höhere Produktionskapazität in kürzerer Zeit ermöglichen. Daher ist eine optimale Konstruktion der Schneckengeometrie für die Verbesserung der Produktionseffizienz unerlässlich.
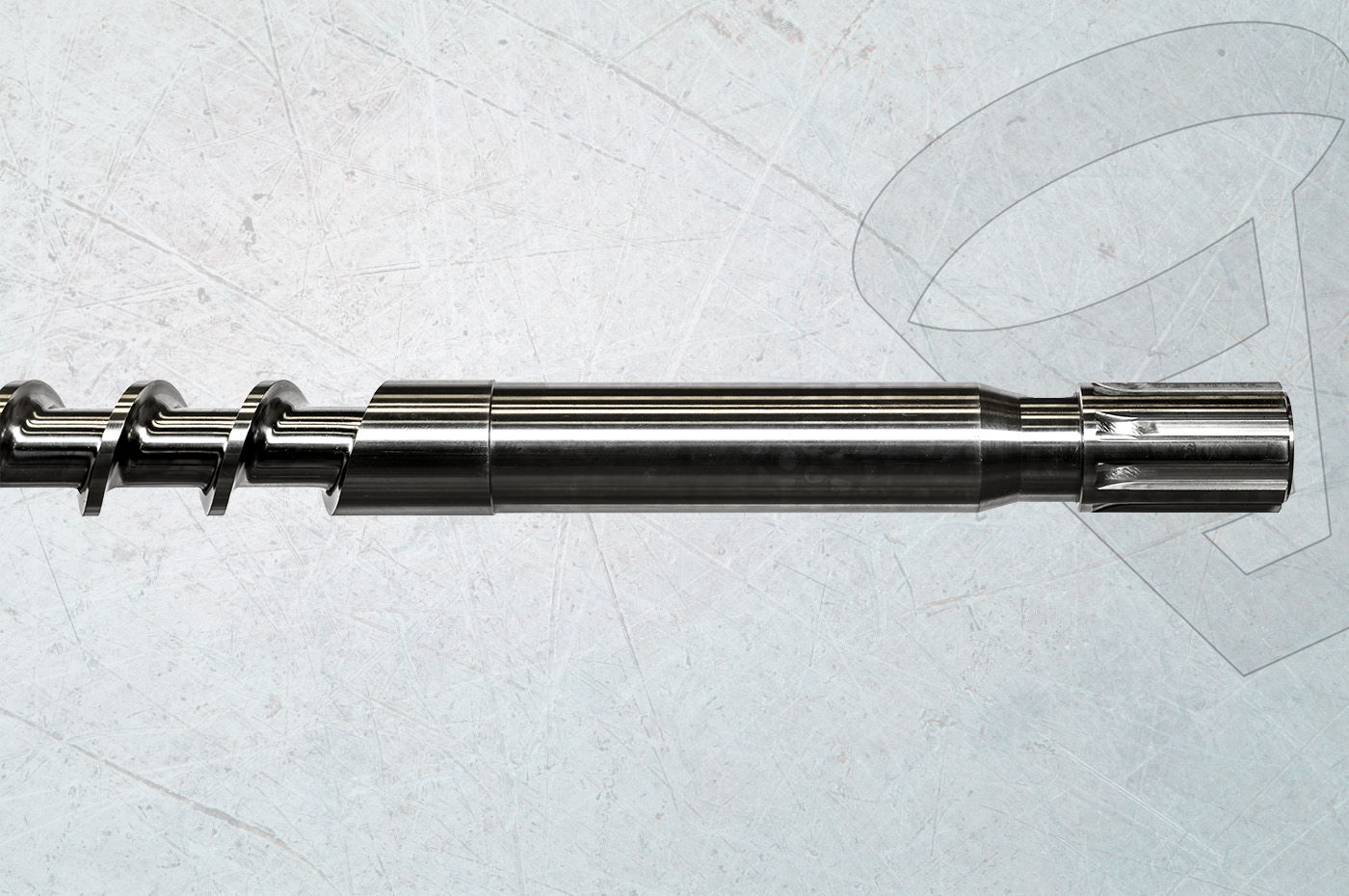
Das Baumaterial der Schnecke ist ebenso wichtig. Ähnlich wie bei den Zylindern gibt es drei Arten von Schnecken: nitrierte, gehärtete und „bimetallische“.
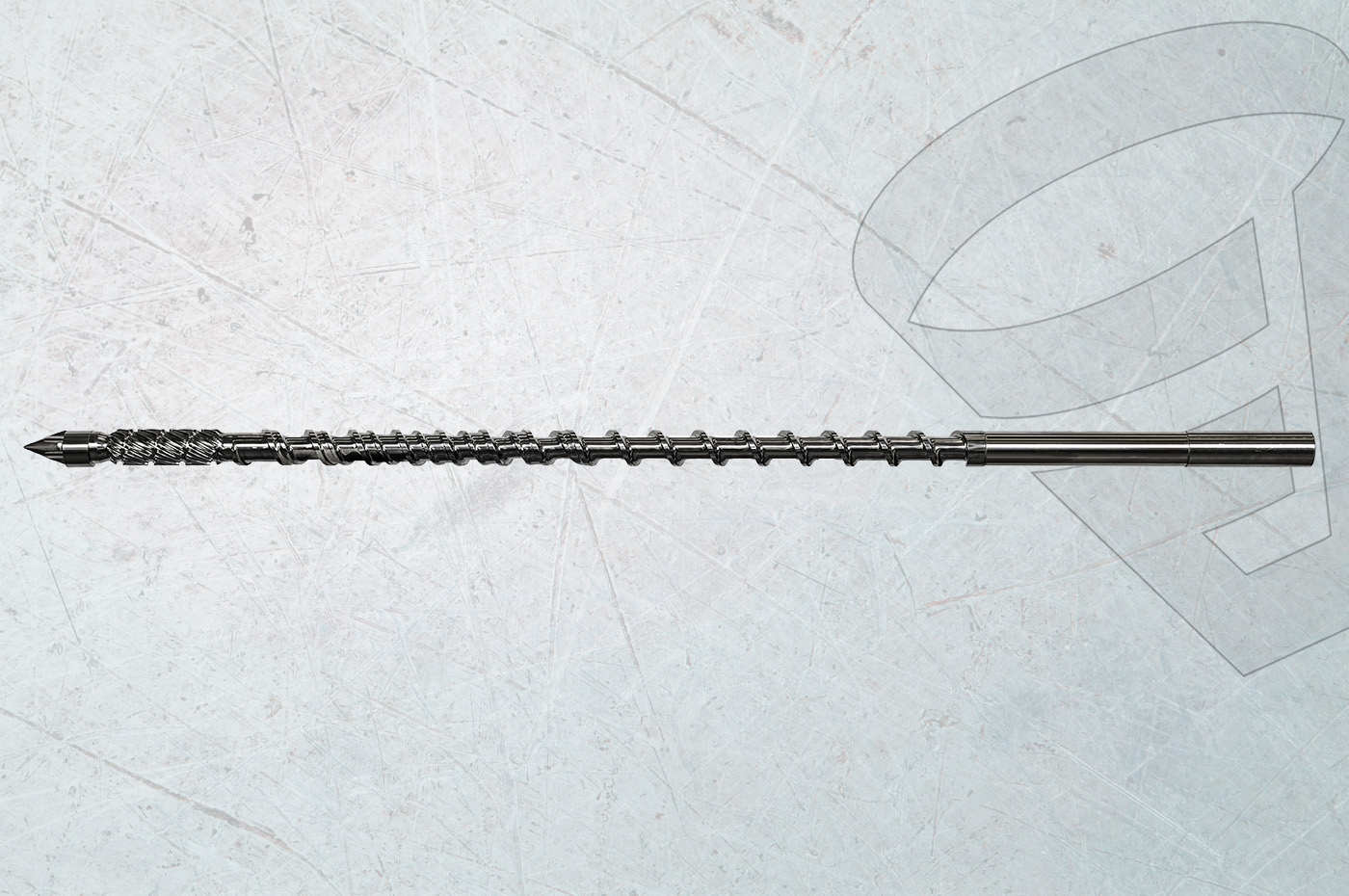
• Nitrierte Schnecken: Diese Schnecken werden einer speziellen Wärmebehandlung unterzogen, entweder gasförmig oder ionisch, wodurch ihre Härte und Verschleißfestigkeit erhöht werden.
• Gehärtete Schnecken: Sie werden aus verschiedenen Stahlsorten hergestellt, die je nach den zu verarbeitenden Kunststoffen oder Compounds ausgewählt werden, und einer Härte- und Anlassbehandlung unterzogen.
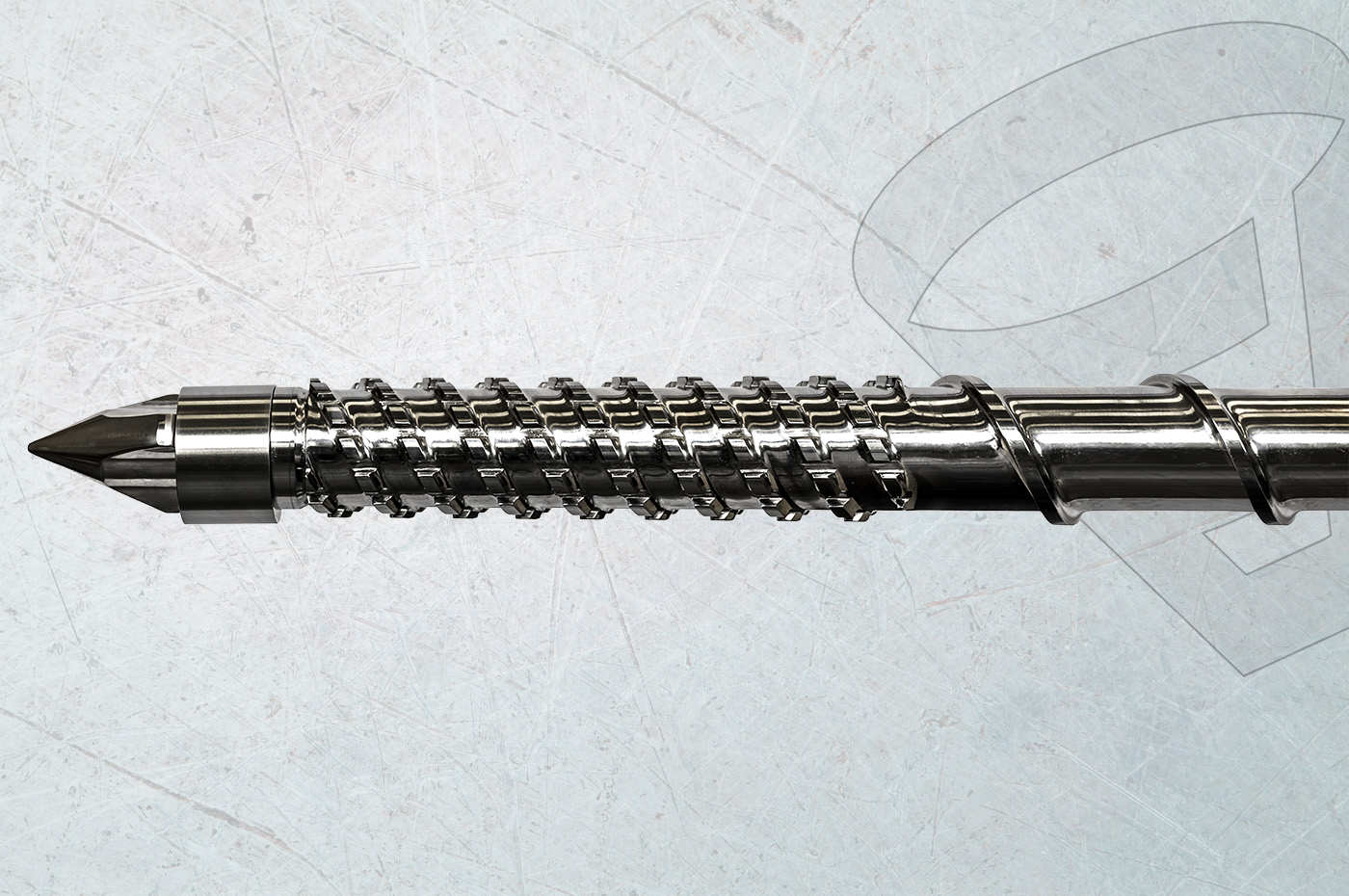
• „Bimetallische“ Schnecken: Sie basieren auf der Struktur nitrierter Schnecken, jedoch mit einem zusätzlichen Merkmal: dem Verschweißen verschiedener Legierungen auf der Oberseite des Schneckenflugs, was ihre Verschleißfestigkeit erhöht. Diese Schnecken können regeneriert und wiederverwendet werden, bis der Verschleiß zu groß wird, und bieten so eine nachhaltigere und langlebigere Lösung für das Spritzgießverfahren.
Die Wahl des Schneckentyps hängt von den spezifischen Anforderungen des Formgebungsverfahrens, den Merkmalen des zu verarbeitenden Materials und den Abmessungen der Schnecke ab.
Galerie


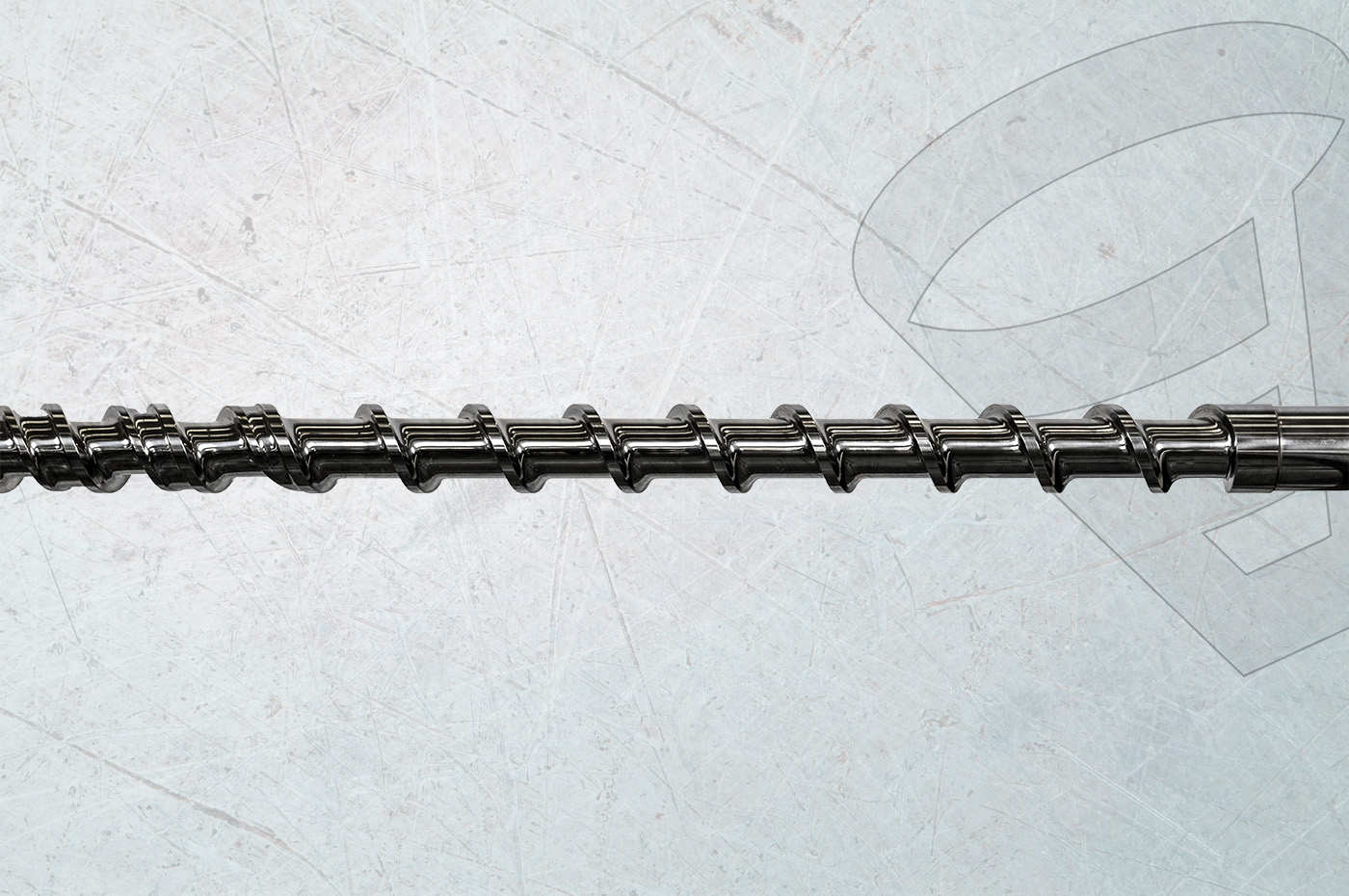

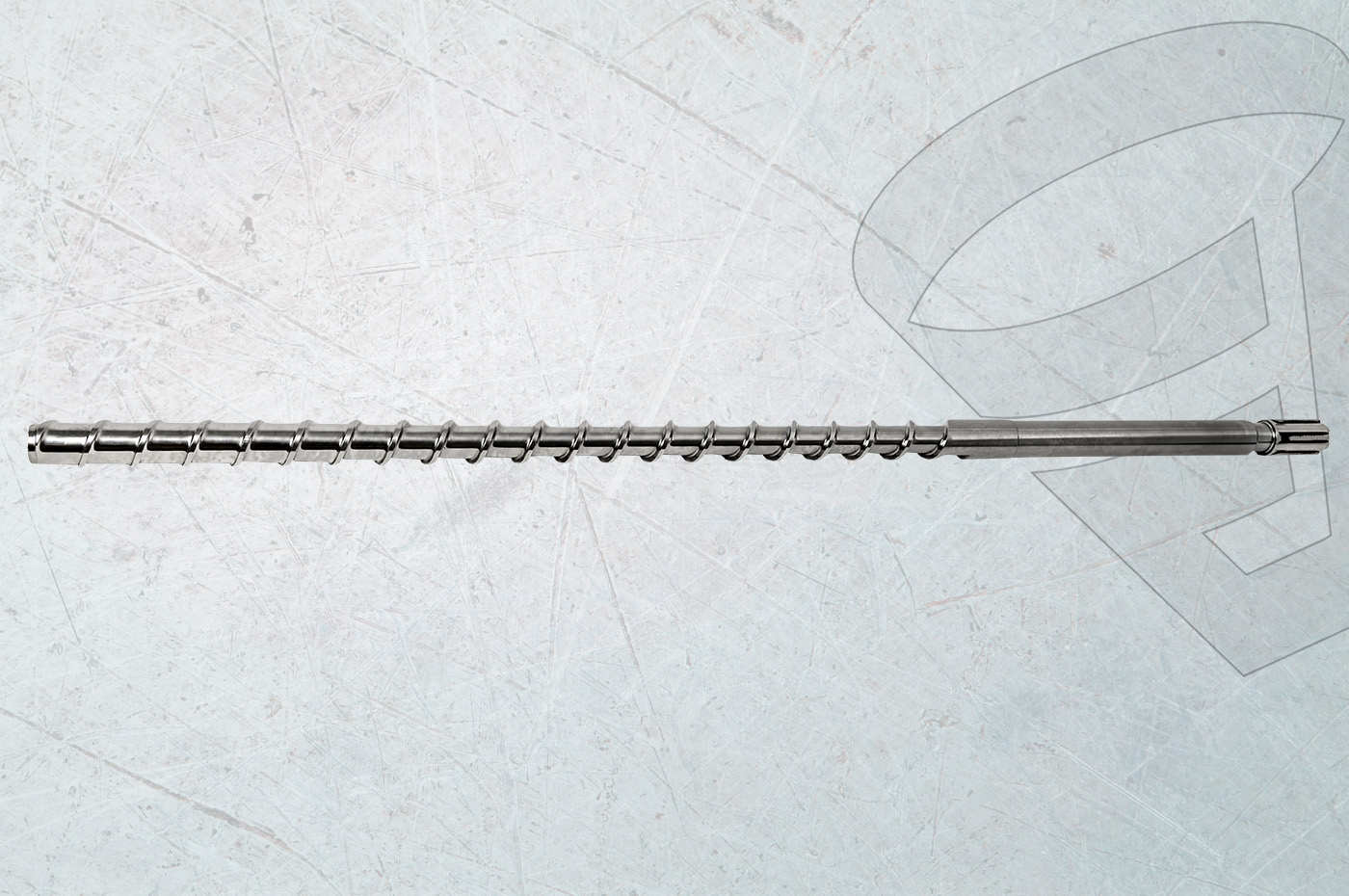
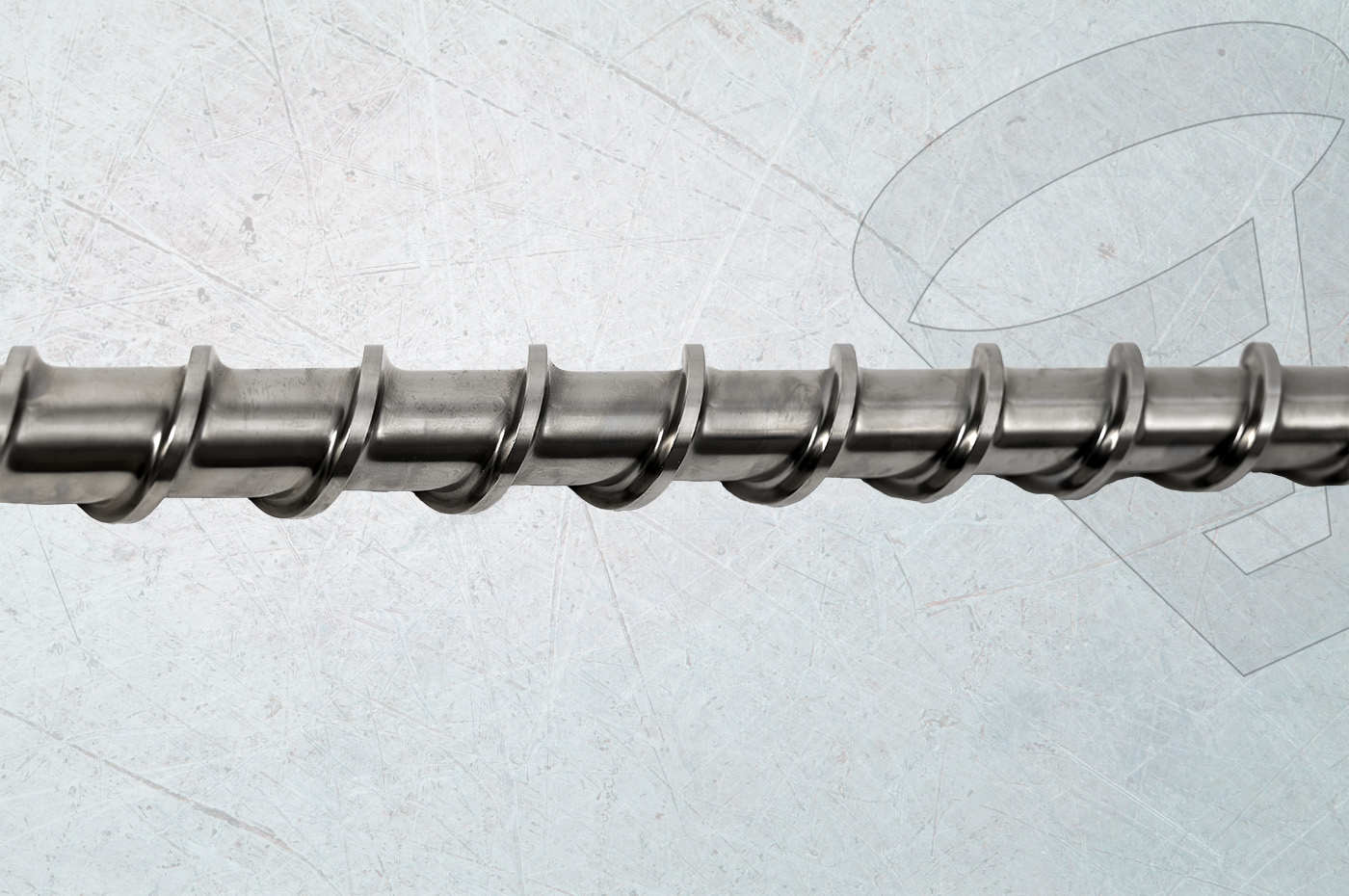
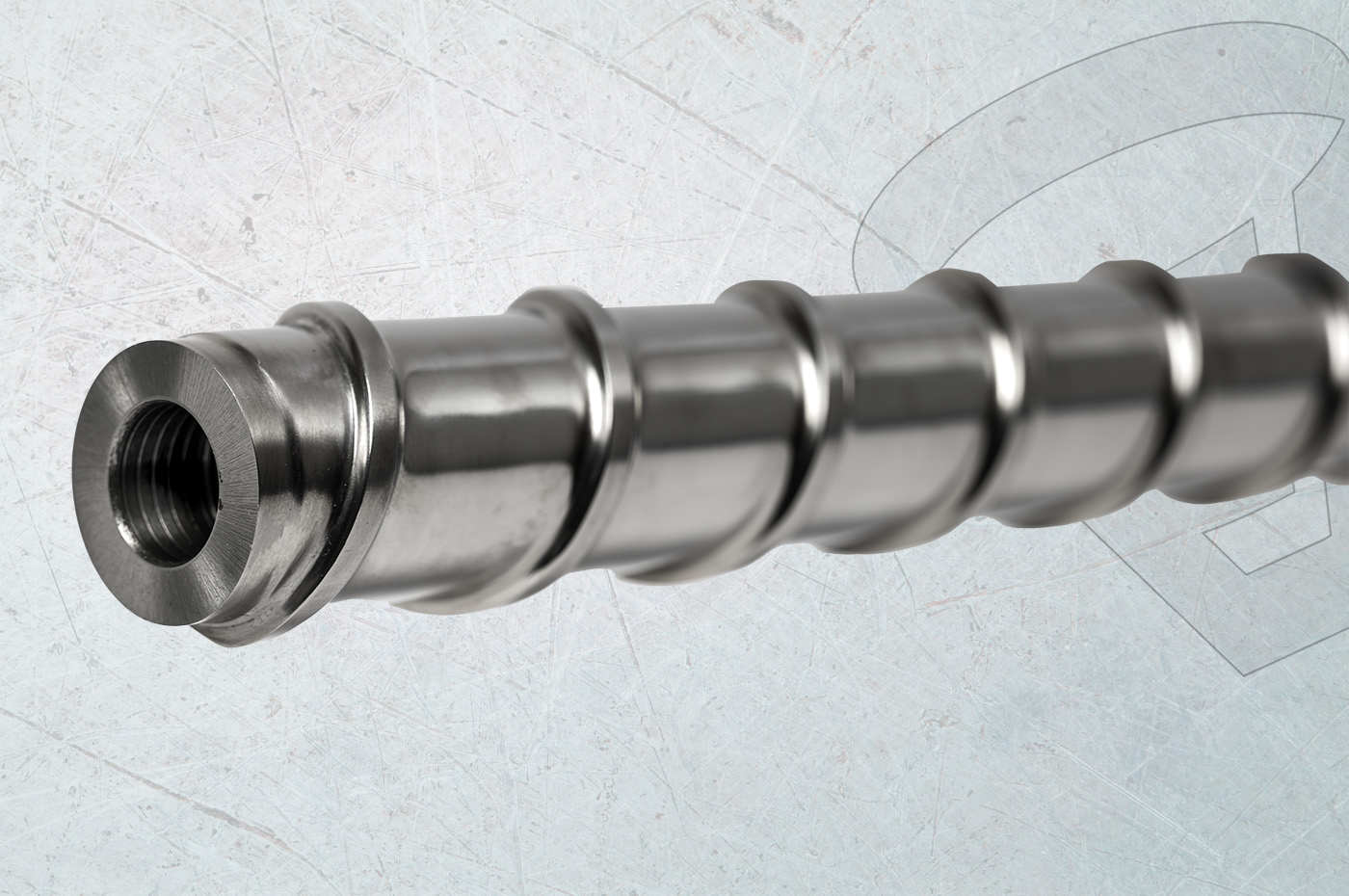




Entdecken Sie die technischen Informationen über
Schnecke
| EUV CODES | STEEL TYPE | TREATMENT | TYPE | HARDNESS | ABRASIVE WEAR RESISTANCE | CORROSIVE WEAR RESISTANCE |
|---|---|---|---|---|---|---|
| EUV31 | Quenched and Tempered | Gas or Plasma Nitruration | Surface Hardening | 700÷800HV | • | • |
| EUV34 | Quenched and Tempered | Gas or Plasma Nitruration | Surface Hardening | 950÷1100HV | • | • |
| EUV38 | Quenched and Tempered | Gas or Plasma Nitruration | Surface Hardening | 500÷600HV | • | • |
| EUV41 | Quenched and Tempered | Gas or Plasma Nitruration | Surface Hardening | 950÷1100HV | • | • |
| EUV79 | Cold Work Tool Steel | Hardening & Tempering | Total Hardening | 58÷62HRC | ••• | •• |
| EUV10 | Powder Metallurgy Steel - Protection from Abrasion | Hardening & Tempering | Total Hardening | 58÷64HRC | •••• | • |
| EUV90 | Powder Metallurgy Tool Steels | Special Hardening & Tempering | Total Hardening | 57÷63HRC | •••• | ••••• |
| EUV276 | Superalloy | Blank | Blank | 32÷37HRC | ••• | ••••• |
| EUV50 | Stainless steels | Special Hardening & Tempering / Induction Hardening / Blank | Total or Partial Hardening or Blank | 44÷52HRC | ••• | •••• |
| EUV CODES | MAIN ALLOY(s) | TECHNOLOGY | THICKNESS | HARDNESS | ABRASIVE WEAR RESISTANCE | CORROSIVE WEAR RESISTANCE |
|---|---|---|---|---|---|---|
| EUV12 | Co | PTA | 1÷3mm | 46÷50HRC | ••• | ••• |
| EUV5 | Fe | TIG | 1÷3mm | 58÷62HRC | •••• | •• |
| EUV56 | Ni | PTA | 1÷3mm | 46÷58HRC | ••• | ••• |
| EUV60 | Ni | PTA | 1÷3mm | 57÷62HRC | •••• | •••• |
| EUV83 | Ni-Wc | PTA | 1÷3mm | 49÷56HRC | ••••• | •••• |
| EUV700 | Mo | THERMAL SPRAY | 200÷400 μm | 56÷60HRC | ••••• | •••• |
| EUV950 | Wc-Co-Cr | HVOF | 100÷300 μm | 1100÷1300HV | •••••+ | •••••+ |
| EUV CODES | MAIN ALLOY(s) | TECHNOLOGY | THICKNESS | HARDNESS |
|---|---|---|---|---|
| EUVCr Flash | Cr | Plating | 5÷15 μm | 65÷70HRC |
| EUVCr Thick | Cr | Plating | 50÷150 μm | 65÷70HRC |
| EUVCrNOX | CrNox | PVD Iridescent Rainbow | 2÷6 μm | 2000÷2500HV |
| EUVPro | AlCrN | PVD Dark Grey | 2÷8 μm | 2800÷3000HV |
| EUVZrN | ZrN | PVD Light Yellow | 2÷4 μm | 2600÷3100HV |
| EUVTiN | TiN | PVD Yellow Gold | 2÷4 μm | 2000÷2500HV |
| EUVCrN | CrN | PVD Silver Grey | 2÷4 μm | 1800÷2200HV |
| EUVDlC | C | PACVD Rainbow Black | 2÷4 μm | 2000÷2500HV |
| EUV950 INCAPSULATED | Wc-Co-Cr | HVOF | 100÷300 μm | 1100÷1300HV |
| EUVFeO | FeO | Thermochemical treatment Black | 4÷5 μm | 850÷900HV |




Kontaktieren Sie uns
Sagen Sie uns, was Sie brauchen
FOLGEN SIE UNS